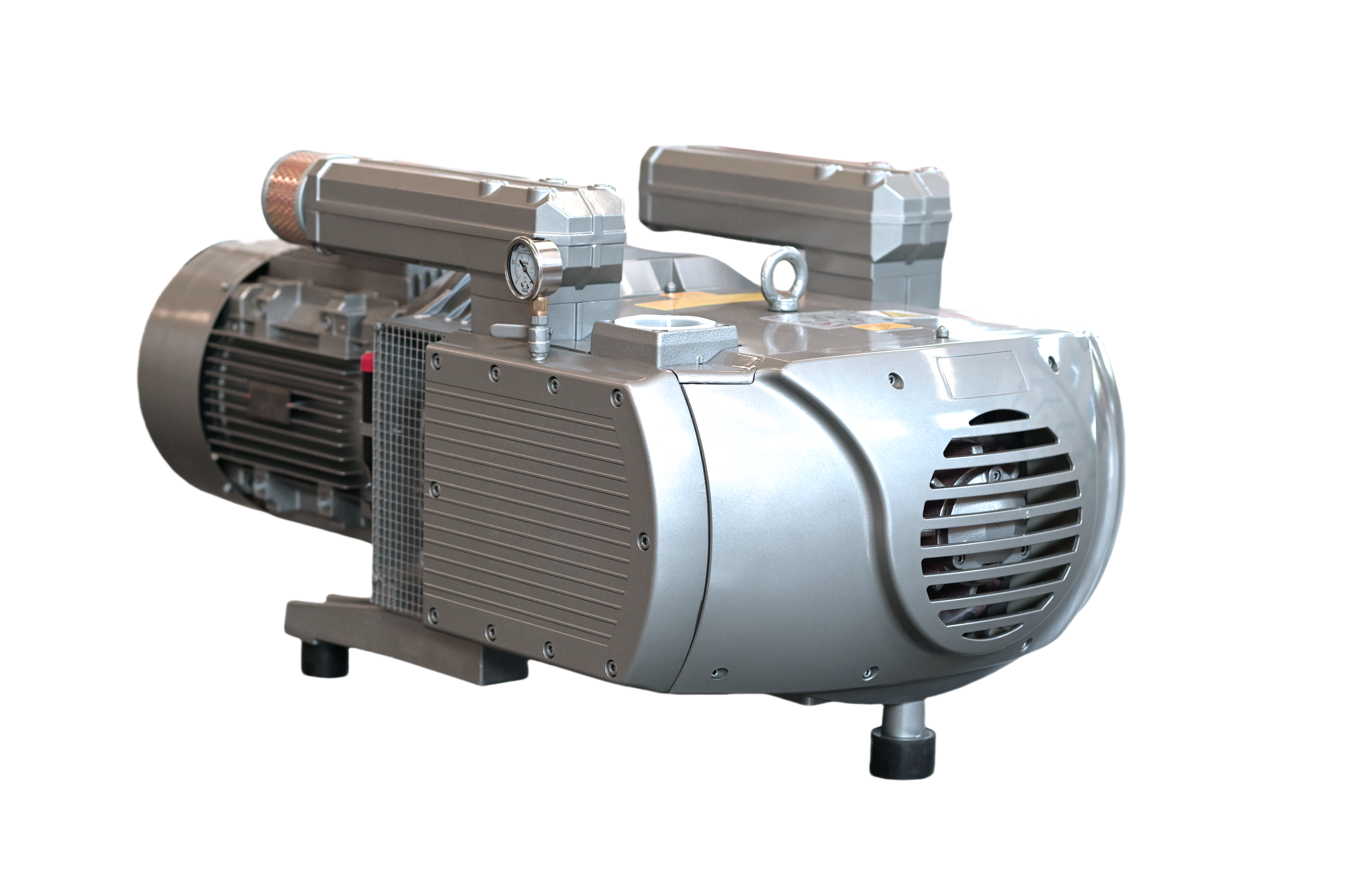

What Are the Key Factors to Choose a High-Quality Vacuum Pump?
Struggling to select the right vacuum pump for your industrial application? Discover the 7 critical factors that impact performance, efficiency, and cost. Get your free selection guide now.
View More